Pemamek
Tilaus-toimitusprosessin uudistaminen aina tuotesuunnittelusta toimitukseen asti

Yhteistyö Tehdaskehityksen kanssa
2024
Tuotesuunnittelun ja tuotannon välistä kommunikaatiota suoraviivaistettiin muutostenhallinnan käytäntöjä uudistamalla.
2024
Vaihemalli: Tuotannonohjauksen kokonaisvaltainen uudistus ja materiaalin ohjausparametrit
2025
Kattava tuotantotilan layout-suunnittelu ja varastonhallinnan uudistus
2025
Konepajan investointiohjelman esiselvitys
Tilaus-toimitusprosessin uudistaminen aina tuotesuunnittelusta toimitukseen asti
Pemamek on maailman johtava hitsaus- ja tuotantoautomaatioratkaisujen valmistaja. Pemamek tarjoaa asiakkailleen huipputeknologiaa ja hyödyntää sitä myös omissa tuotantoprosesseissaan.
Tilanneselvitys ja muutostoimenpiteet 2024 Jatkokehitys 2025
Pemamekin tavoitteet
Pemamekin päätavoitteena on virtaava ja tehokas tilaus-toimitusprosessi.
Pemamek halusi löytää kumppanin, jonka kanssa määrittää tilaus-toimitusprosessin tärkeimmät kehityskohteet ja viedä yhdessä läpi niiden kehitys. Kaivattiin uusia ajatuksia ja käytännön toimintamalleja.
Voimakkaan kasvun aikana oltiin keskitytty akuuttien pullonkaulojen ratkaisuun. Nyt haluttiin pysähtyä miettimään miten yrityksen valmistuksellinen toiminta voidaan skaalata seuraavaan kokoluokkaan.
Uudistuksille koettiin tarvetta monella osa-alueella:
- Tuotannon kokonaistilannekuvaan kaivattiin selkeyttä ja tilaus-toimitusprosessiin systemaattisempaa ohjaustapaa.
- Tarvittiin tietoa ja näkemystä tulevia IT-järjestelmähankintoja varten.
- Tuotantolayoutia, työpisteitä ja varastoa haluttiin optimoida.
- Tarvittiin selkeä investointiohjelma konepajan modernisointia varten.
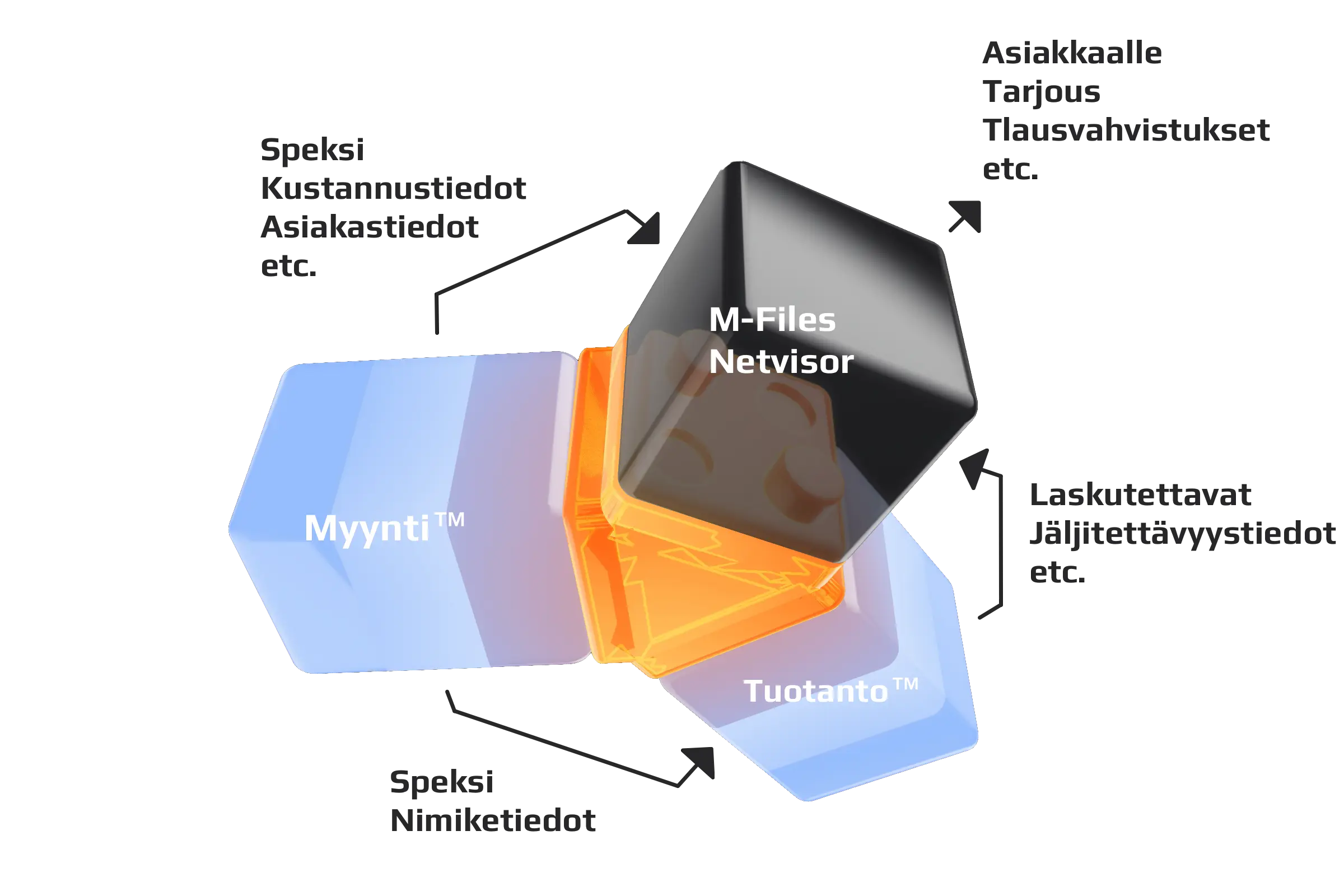
Muutostenhallinta
Tuotesuunnittelun ja tuotannon välistä kommunikaatiota suoraviivaistettiin uudistamalla muutostenhallinnan käytäntöjä.
Ehdotetut tuotemuutokset voidaan nyt kerätä ja kommunikoida systemaattisesti sekä muutokset toteuttaa hallitusti.
Tuotannolliset havainnot saadaan suunnittelun tietoon selkeästi ja tuotannon hiljainen tieto tulee paremmin hyödynnettyä. Suunnittelija voi siis hyödyntää tuotannon valmistusteknistä osaamista.
Tuoteratkaisuista tulee valmistusystävällisiä ja sitä kautta kustannustehokkuuskin paranee.
Vaihemalli
Tilaus-toimitusprosessia haluttiin tehostaa kokonaisuudessaan alkaen asiakasratkaisun suunnittelusta päättyen toimitukseen tehtaalta.
Ensin selvitettiin mitä asioita tulisi tehdä toisin ja kuinka toteuttaa muutokset käytännössä.
Tuotannonohjaus uudistettiin kokonaisvaltaisesti
Uudistus koostui kahdesta elementistä:
1. Isot tuotannolliset kokonaisuudet jaettiin pienempiin osakokokoonpanoihin ja niitä vastaaviin tuotantovaiheisiin.
2. Tuoterakenne palasteltiin tuotantovaiheiden mukaisiksi materiaalipaketeiksi.
Tuotanto suunnitellaan nyt laitekohtaisten vaihemallien mukaisesti ja työt etenevät monessa eri paikassa rinnakkain, usean eri tiimin voimin. Näin tuotanto tehostuu merkittävästi.
Materiaalinhallintaa kehitettiin
Pemamekin asiakaskohtaiset hitsausratkaisut vaativat merkittävän määrän tilausohjautuvia osia. Tämän lisäksi hyllystä löytyy kymmeniä tuhansia standardinimikkeitä.
Tilausohjautuville materiaaleille määriteltiin vaihemallin avulla tarkat tarvepisteet ja ajankohdat, joka on helpottanut toimittajayhteistyötä ja molemminpuolista aikataulunpitoa.
Tilausohjautuvat materiaalit saapuvat oikeaan aikaan, oikealle työpisteelle, eivätkä sido tarpeettomasti resursseja, tilaa eikä pääomia.
Varastoitavien nimikkeiden ohjaustapojen ja parametrien päivitys pienensi merkittävästi varastoarvoa ja vähensi tuotannon osapuutteita.
Tuotantolayout ja varasto
Tuotantotila
Tuotantolayoutin optimointi oli looginen jatkosteppi tuotannonohjauksen uudistamisen jälkeen. Uusi layout suunniteltiin tukemaan kehitettyä vaihemallia ja uudistettua materiaalinhallintaa.
Suunniteltiin kokoonpanoalueet, joista löytyy tarvittavat työvälineet, resurssit ja tilat vaihemallien mukaisten osakokonaisuuksien sujuvaan valmistamiseen.
Layotin optimoinnilla varmistettiin, että vaihemallista saadaan kaikki hyöty irti eikä tuotantotiloihin muodostu virtausta hidastavia pullonkauloja.
Varasto
Varaston tilankäyttö oli taas looginen jatkosteppi materiaalihallinnon uudistukselle.
Tavaran virtausta rekasta työpisteelle asti parannettiin:
1. Tavarat puretaan suoraan nimetyille varastopaikoille.
2. Työvaiheissa tarvittavat materiaalit keräillään vaihemallin mukaan oikeille työpisteille.
3. Työntekijät löytävät tarvitsemansa materiaalit läheltä työpistettään.
Varastotilaa vapautettiin rationalisoimalla nimikkeitä ja selkeyttämällä varastoinnin käytäntöjä.
Tilat ovat tehokkaammassa käytössä, nimikkeet sijaitsevat käytännöllisemmillä paikoilla ja käveltyjä kilometrejä säästyy joka päivä.
Muutostenhallinta
Tuotesuunnittelun ja tuotannon välistä kommunikaatiota suoraviivaistettiin uudistamalla muutostenhallinnan käytäntöjä.
Ehdotetut tuotemuutokset voidaan nyt kerätä ja kommunikoida systemaattisesti sekä muutokset toteuttaa hallitusti.
Tuotannolliset havainnot saadaan suunnittelun tietoon selkeästi ja tuotannon hiljainen tieto tulee paremmin hyödynnettyä. Suunnittelija voi siis hyödyntää tuotannon valmistusteknistä osaamista.
Tuoteratkaisuista tulee valmistusystävällisiä ja sitä kautta kustannustehokkuuskin paranee.
Vaihemalli
Tilaus-toimitusprosessia haluttiin tehostaa kokonaisuudessaan alkaen asiakasratkaisun suunnittelusta päättyen toimitukseen tehtaalta.
Ensin selvitettiin mitä asioita tulisi tehdä toisin ja kuinka toteuttaa muutokset käytännössä.
Tuotannonohjaus uudistettiin kokonaisvaltaisesti
Uudistus koostui kahdesta elementistä:
1. Isot tuotannolliset kokonaisuudet jaettiin pienempiin osakokokoonpanoihin ja niitä vastaaviin tuotantovaiheisiin.
2. Tuoterakenne palasteltiin tuotantovaiheiden mukaisiksi materiaalipaketeiksi.
Tuotanto suunnitellaan nyt laitekohtaisten vaihemallien mukaisesti ja työt etenevät monessa eri paikassa rinnakkain, usean eri tiimin voimin. Näin tuotanto tehostuu merkittävästi.
Materiaalinhallintaa kehitettiin
Pemamekin asiakaskohtaiset hitsausratkaisut vaativat merkittävän määrän tilausohjautuvia osia. Tämän lisäksi hyllystä löytyy kymmeniä tuhansia standardinimikkeitä.
Tilausohjautuville materiaaleille määriteltiin vaihemallin avulla tarkat tarvepisteet ja ajankohdat, joka on helpottanut toimittajayhteistyötä ja molemminpuolista aikataulunpitoa.
Tilausohjautuvat materiaalit saapuvat oikeaan aikaan, oikealle työpisteelle, eivätkä sido tarpeettomasti resursseja, tilaa eikä pääomia.
Varastoitavien nimikkeiden ohjaustapojen ja parametrien päivitys pienensi merkittävästi varastoarvoa ja vähensi tuotannon osapuutteita.
Tuotantolayout ja varasto
Tuotantotila
Tuotantolayoutin optimointi oli looginen jatkosteppi tuotannonohjauksen uudistamisen jälkeen. Uusi layout suunniteltiin tukemaan kehitettyä vaihemallia ja uudistettua materiaalinhallintaa.
Suunniteltiin kokoonpanoalueet, joista löytyy tarvittavat työvälineet, resurssit ja tilat vaihemallien mukaisten osakokonaisuuksien sujuvaan valmistamiseen.
Layotin optimoinnilla varmistettiin, että vaihemallista saadaan kaikki hyöty irti eikä tuotantotiloihin muodostu virtausta hidastavia pullonkauloja.
Varasto
Varaston tilankäyttö oli taas looginen jatkosteppi materiaalihallinnon uudistukselle.
Tavaran virtausta rekasta työpisteelle asti parannettiin:
1. Tavarat puretaan suoraan nimetyille varastopaikoille.
2. Työvaiheissa tarvittavat materiaalit keräillään vaihemallin mukaan oikeille työpisteille.
3. Työntekijät löytävät tarvitsemansa materiaalit läheltä työpistettään.
Varastotilaa vapautettiin rationalisoimalla nimikkeitä ja selkeyttämällä varastoinnin käytäntöjä.
Tilat ovat tehokkaammassa käytössä, nimikkeet sijaitsevat käytännöllisemmillä paikoilla ja käveltyjä kilometrejä säästyy joka päivä.
Konepajan investointiohjelman esiselvitys
Pemamekin tavoitteet konepajan investointiohjelman esiselvityksen osalta olivat:
- Investointivelan kiinni kurominen
- Oman valmistuksen lisääminen realiteettien rajoissa
- Seikkaperäiset investointilaskelmat
- Konepajan tuotantolayoutin hienosäätö
- Omien tuotteiden laajempi hyödyntäminen omassa tuotannossa
- Tavoitteisiin sopivat tekniset ratkaisut tarjouksineen
Investointiohjelman esiselvityksen laatiminen sisälsi mm. nämä vaiheet:
- Kartoitettiin tuotantolaitteiston nykytilanne ja modernisointitarpeet.
- Verrattiin valmistusaikoja ja kustannuksia ennen ja jälkeen investointien.
- Laskettiin käyttöasteet ja investointien takaisinmaksuajat.
- Kartoitettiin investointivaihtoehdot ja kysyttiin tarjoukset laitevalmistajilta.
- Konepaja 3D-mallinnettiin ja eri investointivaihtoehdoille tehtiin optimaaliset layoutit.
Tutkimuksen myötä saatiin selkeät investointivaihtoehdot perusteluineen päätöksentekoa varten.
Yhteistyön merkittävimmät hyödyt
Yhteistyö toi systemaattisuutta tilaus-toimitusprosessin kehitykseen
Vaihemallimenetelmä mahdollistaa useat toisistaan riippumattomat osakokoonpanot: Työt etenevät monessa eri paikassa rinnakkain, usean eri tiimin voimin, joka luo huomattavasti tehokkuutta
Tuotannossa esiintyneet osapuutteet pienentyivät
Nimikkeiden parametrien päivitys pienensi merkittävästi varastoarvoa
Konepajalla voidaan tehdä tutkittuun ja testattuun tietoon perustuvia investointeja
Tehdaskehityksen rooli
Tehdaskehityksen rooli ja vastuu kasvoivat yhteistyön edetessä.
Vuoden 2024 projekteissa Tehdaskehitys toimi ratkaisusuunnittelijana, fasilitaattorina, sparraajana ja aikataulun pitäjänä.
Layotin uudistuksessa ja konepajan investointiohjelman esiselvityksessä projektinhallinta ja tiiminvetovastuu ulkoistettiin kokonaan Tehdaskehitykselle.
Tehdaskehityksen tehtävänä kautta koko yhteistyön oli:
- Konkretisoida tilaus-tuotantoprosessin ongelmia ja löytää niihin ratkaisuja
- Tuoda uusia näkökulmia
- Suunnitella muutosten implementointia ja sparrata toteutuksessa
Monitahoisen kokonaisuuden suunnittelua ja toteutusta varten Tehdaskehityksen täytyi perehtyä syvällisesti Pemamekin liiketoimintaan muiltakin kuin tuotannolliselta alueelta.